
I first started casting paper pulp in 2017 (view my post here) and have continued from time to time since, but have never used the results in anything.
It’s a simple process: tear paper – offcuts of good quality cotton rag paper in my case – into small pieces and soak them, put them in a blender with plenty of water and blend to a fine pulp, squeeze most of the moisture out and press into a mold, allow to dry, then remove.


Once the forms had been created I sealed them. The backs were coated with a single layer of water-based gloss varnish and the fronts with 2 thin layers of satin varnish.
Using toothbrushes – one for each colour – I applied oil-based printing ink to the surface and wiped back the excess with tarlatan, before finishing off with acid-free tissue.
Finally, using a huge brayer / roller I rolled another colour over the entire surface. This only touched the highest points of the cast paper. A piece of 250gsm BFK Rives paper was placed over the surface and it was run through an etching press.
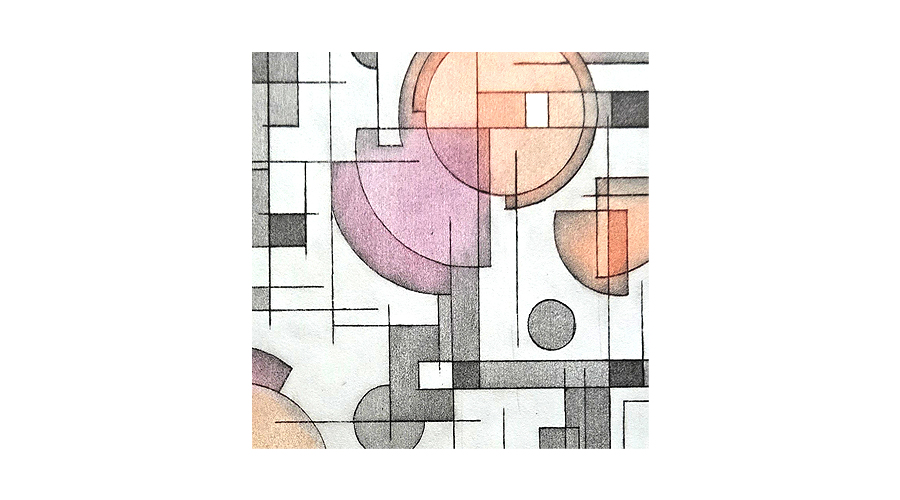
Below is the first print I pulled and I can see where I over-wiped in a couple of places but it wasn’t a bad start.

There is an issue with paper pulp plates though: they severely compress as they go through the etching press, meaning it is only possible to achieve a very limited print run before the paper flattens out and much less detail can be obtained. After this initial print the pulp plate was around half as thick as when I started. Let’s face it, I’m using a very spongy product that doesn’t bounce back once compressed.
However, as the high points were now less prominent it meant that when I rolled ink over the surface for my next print it caught in some of the lower areas, which has created a lovely effect.

Below is the pulp plate after printing twice. It’s very thin but I could probably get another 2 prints from it before it’s virtually flattened. The photo was taken before the plate was cleaned so the viewer can more easily see the squashed effect.



Leave a Reply